Sheet Metal Stamping is a low-cost high-speed manufacturing process that produces a high volume of identical metal components, which has contributed importantly to many industrial applications such as vehicles, equipment, electronics, appliances, tools, and so much more. For example, sheet Metal Stamping provides a large number of wholesale machine parts for Mechanical Industry.
At AM Industries Vietnam, our experts can produce highly detailed custom sheet metal stampings and components that meet all customer design specifications. We serve customers across all industries and deliver short- to medium-run metal stampings and sheet metal prototyping for parts and components of all sizes and shapes.
To learn more about our precision metal stampings and custom steel fabrication capabilities, speak with an expert or give us an email at sales@aminds.com, and we’ll gladly answer your specific questions.
What is Sheet Metal Stamping?
Sheet Metal stamping is a cold-forming process that uses dies and stamping pressing machines to shape sheet metal into various forms. Pieces of flat sheet metal typically referred to as blanks, are fed into a sheet metal stamping press that uses a tool and dies surface to transform the metal into a new shape. The material is placed to be stamped between die sections, where the use of pressure will form and shear the material into the desired final shape for the product or component.
Stamping operations are suitable for both short or long production runs, and be conducted with other metal forming operations, and may consist of one or more of a series of more specific processes or techniques that we will mention below.
With stamping presses built to handle capacities up to 440 tons and precision stamping dies and tooling that we make in-house, we can create parts as thin as 0.005” while maintaining tolerances that often exceed industry standards.
Basic techniques of Sheet Metal Stamping
Metal stamping machines may do more than just stamping; they can cast, punch, cut, and shape metal sheets. Machines can be programmed or computer numerically controlled (CNC) to offer high precision and repeatability for each stamped piece. Electrical discharge machining (EDM) and computer-aided design (CAD) programs ensure accuracy
Blanking
Blanking is a steel manufacturing process in which a flat, geometric shape (or “blank”) is created by feeding a coil of sheet metal into a press and die. The blank is punched out from a large metal sheet in this process. Here’s a graphic representation of the process:
![]()
Piercing
If a part requires slots, holes, or other cutouts, piercing can be employed. Piercing, which can be performed simultaneously with blanking, punches the requisite shapes out of the metal sheet.
Punching
CNC punching is an important option for generating sheet metal blanks. Punching is an inherently faster operation that lends itself to metal fabrications that have many similar features or where there is a higher volume of parts per run.
Embossing
Metal embossing is used to impart a design upon metal sheets. The metal is pushed with an embossing tool or stylus to create a raised effect on the opposite side. By placing the metal sheet on a rubber or foam pad, the positive impression has a smooth surface that will shine or can take pigment.
Bending
Bending refers to the general technique of forming metal into desired shapes such as L, U, or V-shaped profiles. The bending process for metal results in a plastic deformation that stresses above the yield point but below the tensile strength. Bending typically occurs around a single axis.
When you are designing the bends into your stamping metal part, it is important to allow for enough material — make sure to design your part and its blank so that there is enough material to perform the bend. Some important factors to remember:
- If a bend is made too close to the hole, it can become deformed.
- Notches and tabs and slots should be designed with widths that are at least 1.5x the thickness of the material. If made any smaller, they can be difficult to create due to the force exerted on punches, causing them to break.
- Every corner in your blank design should have a radius that is at least half of the material thickness.
- To minimize instances and severity of burrs, avoid sharp corners and complex cutouts when possible. When such factors cannot be avoided, be sure to note burr direction in your design so they can be considered during stamping
Coining
Coining is a bending technique wherein the workpiece is stamped while placed between a die and the punch or press. This action causes the punch tip to penetrate the metal and results in accurate, repeatable bends. The deep penetration also relieves internal stresses in the metal workpiece, resulting in no spring-back effects.
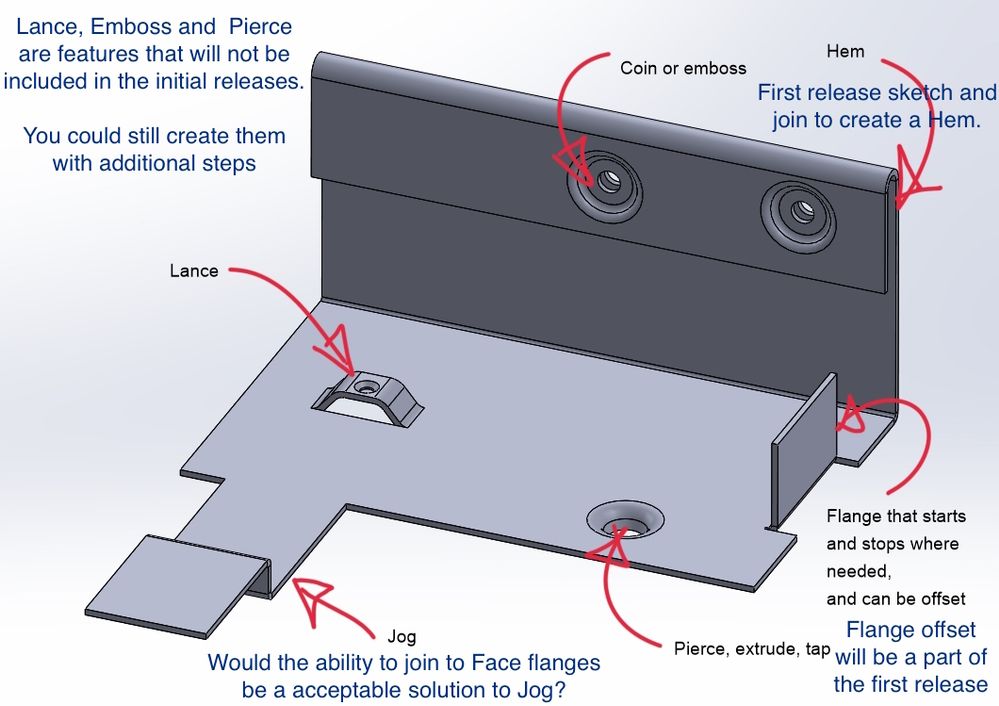
Flanging
Flanging is the process of introducing a flare or flange onto a metal workpiece through the use of dies, presses, or specialized flanging machinery.
Custom Sheet Metal Stampings Material Options
We work with a wide range of custom materials for your projects. If you don’t see your preferred material option listed below, contact us to discuss your project’s specific requirements.
- Carbon Steel
- Cold Rolled Steel
- Hot Rolled Steel
- Galvanized Steel
- Stainless Steel
- Aluminum
- Beryllium Copper
- Brass

Custom Sheet Metal Stamping
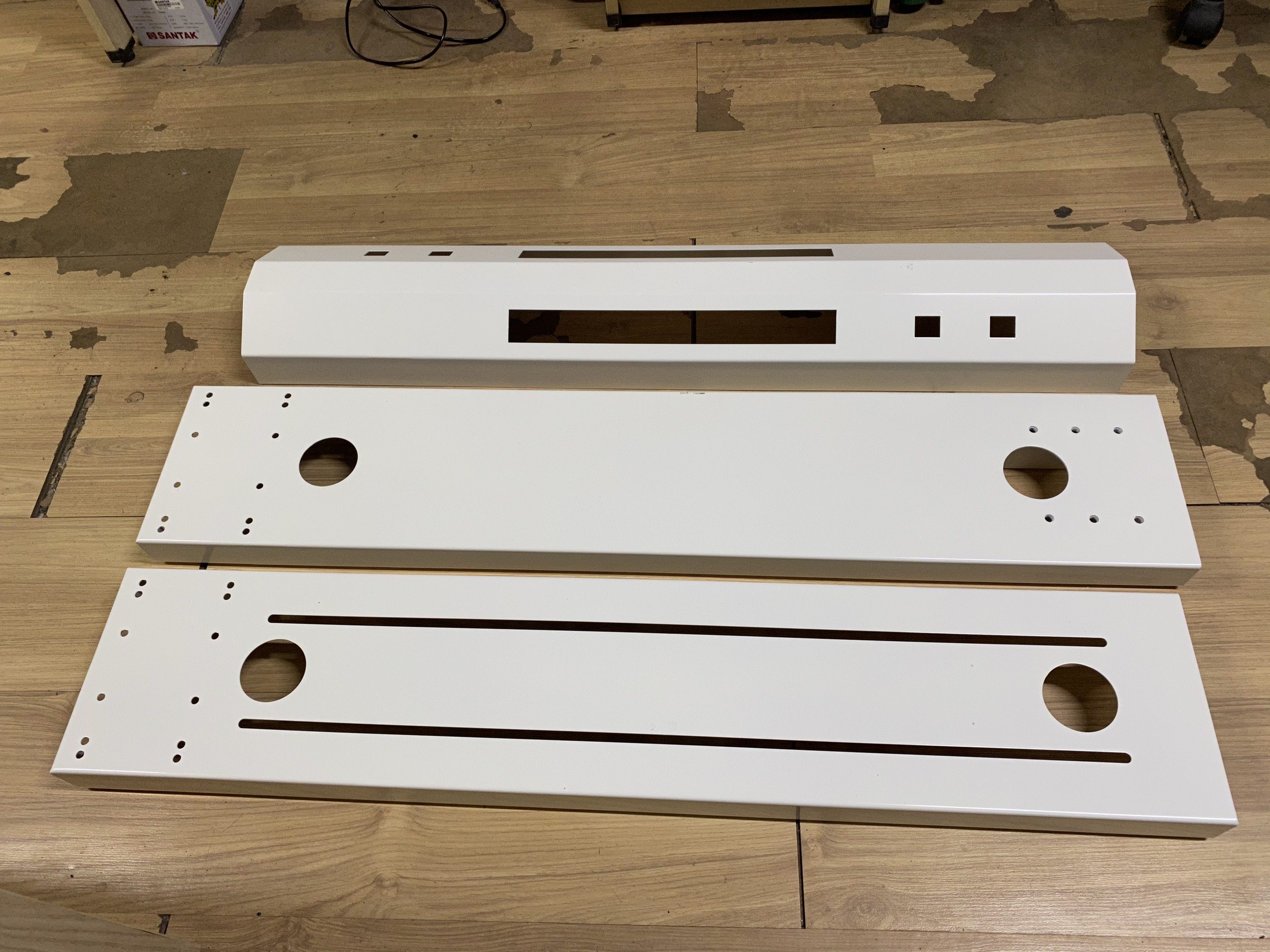
Our Custom Sheet Metal Stamping service provides metal forming processes that apply custom tooling and techniques to produce parts specified by the customer. We could offer a wide range of industrial and application parts and components that employ custom stamping processes to meet high-volume production needs and ensure all parts meet exact specifications.
Custom Sheet Metal Stamping Projects
Our engineers can work on a wide range of sheet metal part projects for clients across various industries. To better illustrate the versatility of custom stamped metal parts, we’ve outlined a few recent projects completed by AM’s engineers below.
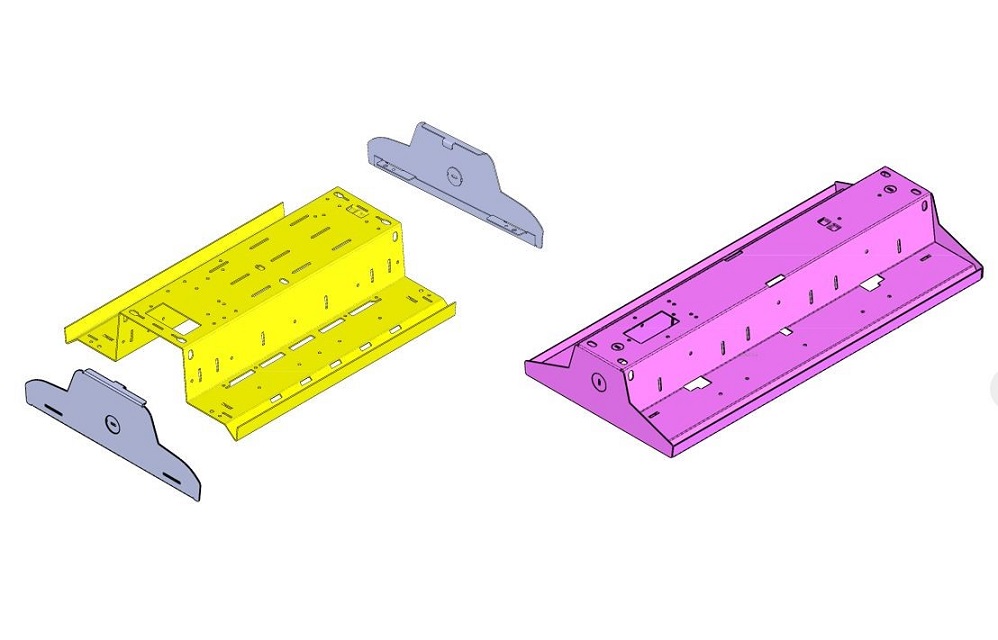
Custom Stamped Part for mounting brackets in the automobile industryAn American client in the automobile industry approached AM to make their custom metal stamps with special requirements for their vehicle-specific kits. They needed custom stainless steel brackets with no sharp edges at the final products and were having trouble finding a supplier who would provide a high-quality design at an affordable price within a reasonable timeline. To meet the client’s unique request for precise thickness and the complex design requirements, we used a material blanking and bending technique that allowed us to create a smooth surface and exact shape as designed, limiting costs and reducing lead times. |
 |
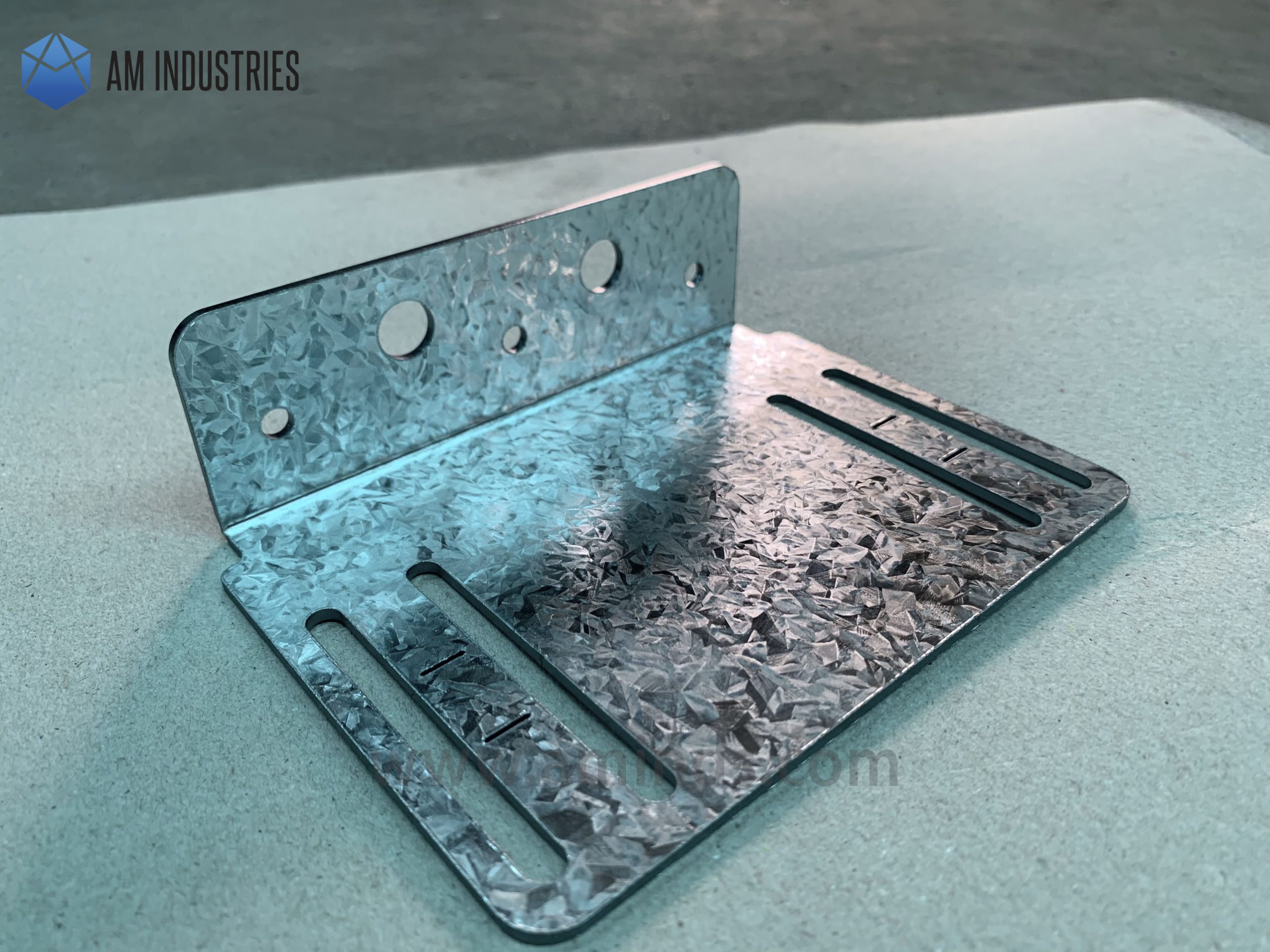
Stamped Cable Tray for a Wiring and Cable ApplicationIn another instance, we were asked to remake an existing electrical cable tray; our client was looking for a higher-quality product at a lower price with shorter lead times. The design was not highly complex, but this application includes a number of small parts, therefore it inherently presented strict size limitations. The manufacturing process was complicated and expensive, as some of the client’s jobs required a fully completed powder coating and others did not. Working with a sample tray, our team at AM was able to reverse engineer the part and its tool. From here, we designed a new stamping die set that allows us to manufacture the parts easier and lower cost. |
 |
See more our case studies here: https://aminds.com/case-studies/
Types of Stamping Operations
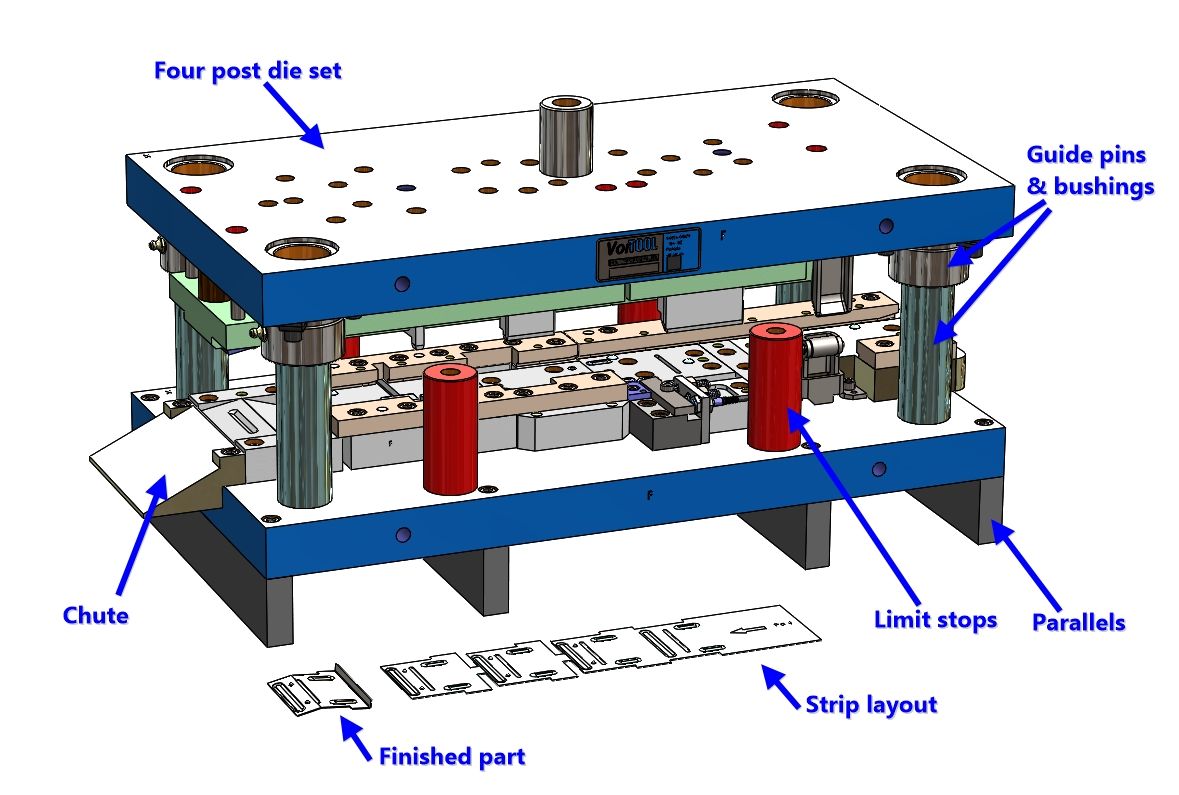
Progressive die stamping
Progressive die stamping uses a type of tooling called a progressive die, which contains multiple stamping stations to carry out simultaneous operations on a sheet metal strip. By combining all the necessary tools into one die set, progressive die stamping is a great solution for high-volume production runs.
Transfer Die Stamping
Transfer die stamping is similar to progressive die stamping, but the part is separated from the metal trip early on in the process and is transferred from one stamping station to the next by another mechanical transport system, such as a conveyor belt. This process is usually used on larger parts that may need to be transferred to different presses.
Four-Slide Stamping
Four-slide stamping is also called multi-slide or four-way stamping. This technique is best-suited for crafting complex components that have numerous bends or twists. It uses four sliding tools, instead of one vertical slide, to shape the workpiece through multiple deformations. Two slides, or rams, strike the workpiece horizontally to shape it, and no dies are used. Multi-slide stamping can also have more than four moving slides.
Four-slide stamping is a very versatile type of stamping, as different tools can be attached to each slide. It also has a relatively low cost, and production is fast.
Fine Blanking
Fine blanking, also known as fine-edge blanking, is valuable for providing high accuracy and smooth edges. Usually done on a hydraulic or mechanical press, or by a combination of the two, fine blanking operations consist of three distinct movements:
- Clamping of the workpiece or work material in place
- Performance of the blanking operation
- Ejection of the finished part
![]()
Fine blanking presses operate at higher pressures than those used in conventional stamping operations, hence tools and machinery need to be designed with these higher operating pressures in mind.
The edges produced from fine blanking avoid fractures as produced with conventional tooling and surface flatness can exceed that of other stamping methods. Since it is a cold extrusion technique, fine blanking is a single-step process, reducing the overall costs of fabrication.
Deep Draw Stamping
Deep drawing involves pulling a sheet metal blank into the die via a punch, forming it into a shape. The method is referred to as “deep drawing” when the depth of the drawn part exceeds its diameter. This type of forming is ideal for creating components that need several series of diameters and is a cost-effective alternative to turning processes, which typically require using up more raw materials. Common applications and products made from deep drawing include:
- Automotive components
- Aircraft parts
- Electronic relays
- Utensils and cookware
Short Run Stamping
Short-run metal stamping requires minimal upfront tooling expenses and can be an ideal solution for prototypes or small projects. After the blank is created, manufacturers use a combination of custom tooling components and die inserts to bend, punch or drill the part. The custom forming operations and smaller run size can result in a higher per-piece charge, but the absence of tooling costs can make short-run more cost-efficient for many projects, especially those requiring fast turnaround.
Stamping Advantages and Disadvantages
Sheet metal stamping has several advantages including lower die costs, lower secondary costs, and a high level of automation compared to other processes. Metal stamping dies are less costly to make and maintain than dies used in other typical operations. Cleaning and plating are also less expensive than identical treatments for other metal manufacturing techniques. Stamping machines are generally simple to automate and may use sophisticated computer-control systems to give more precision, faster output, and shorter turnaround times. The high level of automation also reduces labor costs.

One of the disadvantages of stamping is the higher cost of presses. The dies must also be acquired or created and producing custom metal stamping dies is a longer pre-production process. Dies can also be difficult to change if the design must be altered during production.
Precision Quality Stampings & Fabrication
We produce only the highest quality custom metal stampings. Our workforce is dedicated and committed to quality through Quality Circle involvement. Our products are high-quality and are certified to ISO 9001:2015 certified, AU, US, EU, or CA standards.
Sheet Metal Stamping Applications
Stamping parts are used in a variety of applications, especially those involving three-dimensional designs, lettering, or other surface engraving features. Such stamping products are commonly produced for home appliance manufacturers, automotive companies, the lighting industry, telecommunications services, military and defense, aerospace industries, medical equipment manufacturers, and electronics companies. Odds are you have a product in your home that has parts created through metal stamping because it is a process used in everything from your household appliances to your cars.
| The specific products and components can range from simple stamping items, such as metal clips, springs, weights, washers, and brackets, to more complex designs, such as those found in engine bases or friction plates. This process is used for producing both parts for large machinery and also incredibly detailed small parts. Micro-precision stamping can create parts with diameters of up to 0.002 inches. |  |
Electronic stampings are electronic components manufactured through the metal stamping process. They are used in a variety of industries, from home electronics and appliances to telecommunications and aerospace. Electronic stampings are available in several metals, including copper, copper alloys, aluminum, and steel, as well as more expensive metals, such as platinum and gold. Electronic components produced by the metal stamping method include terminals, contacts, lead frames, springs, and pins. They can be created from ferrous or nonferrous materials. Metal stampings find wide use in computers, electronic equipment, and medical devices. Because of the specialized shapes that can be made by the various stamping processes, many electronics are made by this cold forming process.
Design Concepts
Overly narrow projections should generally be avoided in stamped products, as these may be more easily distorted and impact the perception of quality in the finished product.
Where possible, designs should be based on the use of existing dies for standard shapes and bends. The need to create a custom die for stamping will increase initial tooling costs.
Avoidance of sharp internal and external corners in stamped product designs can help reduce the potential for the development of larger burrs in these areas and sharp edges that require secondary treatment to remove. Also, a great potential for stress concentrations exists in sharp corners, which may cause cracking or subsequent failure of the part through extended use.
Overall dimensions for the finished product are going to be limited by the available dimensions of the sheet metal sheets or blanks, and these limits need to be factored in for the material consumed in folds on edges or flanges and any additional material removal or use. Very large products may need to be created in multiple steps and mechanically joined together as a second step in the production process.
For punching operations, consider both the direction of punching as well as the size of the punched feature. Generally, it is best to do punching in one direction, so that any sharp edges produced by the punch will all be on the same side of the workpiece. These edges can then be hidden for appearance purposes and kept away from general access by workers or product end-users where they might represent a hazard. Punched features should reflect the thickness of the raw material. A general rule is that punched features should be at least twice the material thickness in size.
For bends, the minimum bend radius in sheet metal is roughly the same as the material thickness. Smaller bends are more difficult to achieve and may result in points of stress concentration in the finished part that may subsequently cause issues with product quality.
When drilling or punching holes, performing these operations in the same step will help to assure their positioning, tolerance, and repeatability. As general guidelines, hole diameters should be no smaller than the material thickness, and the minimum spacing of holes should be at least twice the material thickness apart from each other.
Bending operations should be performed with awareness of the risk of distorting the material, as the material on the interior and exterior surfaces of the bend point are compressed and stretched respectively. The minimum bend radius should be approximately equal to the thickness of the workpiece, again to avoid stress concentration build-up. Flange lengths should be more like three times the workpiece thickness as a good practice.
Contact us for Precision Sheet Metal Stampings and More
Are you searching for a reliable precision sheet metal stampings manufacturer at a reasonable cost? Look no further than AM Industries Vietnam. Request a quote on your custom sheet metal stamping project or contact us to find out what we can do for you.

Source: www.thomasnet.com
